
Intro
Master Cpk formula in Excel for process capability analysis. Learn simplified calculations and applications with examples. Discover how to measure process performance, reduce defects, and improve quality control using Cpk, Pp, Ppk, and Cp. Boost your manufacturing or quality engineering skills with this essential guide.
The world of statistics and quality control can be overwhelming, especially when dealing with complex formulas and calculations. One such formula that is widely used in various industries is the CpK formula, which stands for Process Capability Index. In this article, we will break down the CpK formula, its importance, and provide a step-by-step guide on how to calculate it in Excel.
Understanding CpK Formula
The CpK formula is a statistical measure used to determine the capability of a process to produce output within specified limits. It takes into account the average performance of the process and its variability. The formula is used to assess the consistency of a process and its ability to meet customer requirements.
Importance of CpK Formula
The CpK formula is crucial in various industries, including manufacturing, healthcare, and finance, where process consistency is paramount. By using the CpK formula, organizations can:
- Evaluate process performance and identify areas for improvement
- Reduce variability and defects
- Increase customer satisfaction
- Improve overall efficiency and productivity
CpK Formula Calculation
The CpK formula is calculated using the following variables:
- Cp (Process Capability Index): Measures the potential capability of a process
- Cpk (Centered Process Capability Index): Measures the actual capability of a process
The CpK formula is:
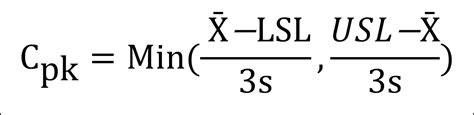
Cpk = min (Cpu, Cpl)
Where:
- Cpu = (USL - X̄) / (3 * σ)
- Cpl = (X̄ - LSL) / (3 * σ)
- USL = Upper Specification Limit
- LSL = Lower Specification Limit
- X̄ = Process Mean
- σ = Process Standard Deviation
Calculating CpK in Excel
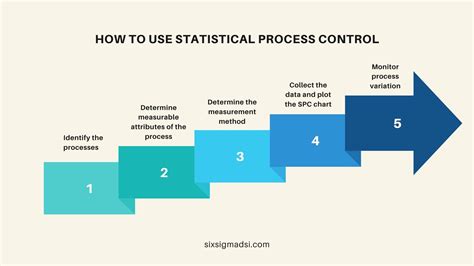
Calculating the CpK formula in Excel is relatively straightforward. Here's a step-by-step guide:
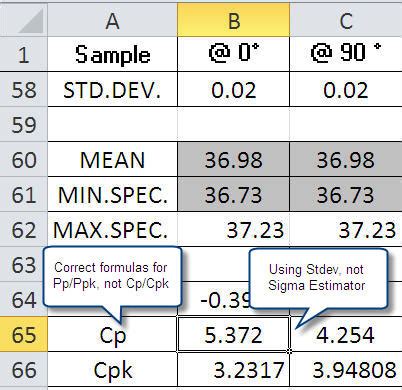
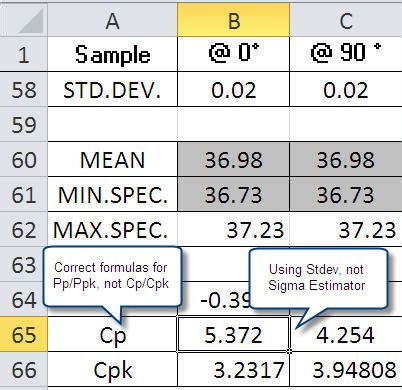
- Enter the data: Enter the process data, including the upper and lower specification limits, process mean, and process standard deviation.
- Calculate Cpu and Cpl: Use the formulas above to calculate Cpu and Cpl.
- Calculate Cpk: Use the formula Cpk = min (Cpu, Cpl) to calculate the CpK value.
Example:
Suppose we have a process with the following data:
| Value | |
|---|---|
| USL | 100 |
| LSL | 80 |
| X̄ | 90 |
| σ | 5 |
To calculate the CpK value, we first calculate Cpu and Cpl:
Cpu = (100 - 90) / (3 * 5) = 1.33 Cpl = (90 - 80) / (3 * 5) = 1.67
Then, we calculate Cpk:
Cpk = min (1.33, 1.67) = 1.33
Interpretation of CpK Values
The CpK value can be interpreted as follows:
- Cpk ≥ 1.33: The process is capable and meets customer requirements.
- 1.00 ≤ Cpk < 1.33: The process is marginally capable and may require improvements.
- Cpk < 1.00: The process is not capable and requires significant improvements.
Using CpK in Real-World Applications
The CpK formula has numerous applications in various industries, including:
- Manufacturing: To evaluate the capability of production processes and reduce defects.
- Healthcare: To assess the consistency of medical processes and improve patient outcomes.
- Finance: To evaluate the performance of financial processes and reduce errors.
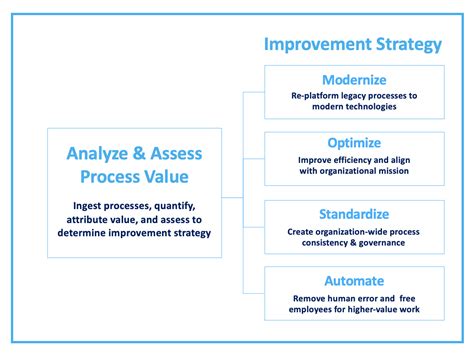
Best Practices for Implementing CpK
When implementing the CpK formula, keep the following best practices in mind:
- Ensure accurate data collection and recording.
- Use a robust and reliable method for calculating process standard deviation.
- Consider using a CpK calculator or software to simplify calculations.
- Continuously monitor and evaluate process performance to identify areas for improvement.
CpK Formula Limitations
While the CpK formula is a powerful tool for evaluating process capability, it has some limitations:
- Assumes normality of process data.
- Does not account for non-normal distributions.
- May not capture complex process relationships.
Common Mistakes to Avoid
When using the CpK formula, avoid the following common mistakes:
- Incorrectly calculating process standard deviation.
- Ignoring non-normal distributions.
- Not considering multiple sources of variation.
Conclusion
In conclusion, the CpK formula is a powerful tool for evaluating process capability and identifying areas for improvement. By understanding the CpK formula and its limitations, organizations can make informed decisions to optimize their processes and improve overall efficiency. By following the best practices outlined in this article, you can effectively implement the CpK formula and achieve significant benefits in your organization.
CpK Formula Image Gallery


FAQs
Q: What is the CpK formula used for? A: The CpK formula is used to evaluate process capability and identify areas for improvement.
Q: How do I calculate the CpK value? A: The CpK value is calculated using the formula Cpk = min (Cpu, Cpl).
Q: What is the difference between Cp and Cpk? A: Cp measures the potential capability of a process, while Cpk measures the actual capability of a process.
Q: What are the limitations of the CpK formula? A: The CpK formula assumes normality of process data and does not account for non-normal distributions.
We hope this article has provided you with a comprehensive understanding of the CpK formula and its applications. If you have any further questions or would like to share your experiences, please feel free to comment below.